Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
State of the Art Re-Refining Technology
- Over 25 years designing commercial API Group II plants around the globe.
Why Waste a Valuable Resource? Re-Refine Used Oil!
- Allow CEP to provide you with commercially proven re-refining technology to produce API Group II base oil. Also available in modular units.
Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
Technology Overview
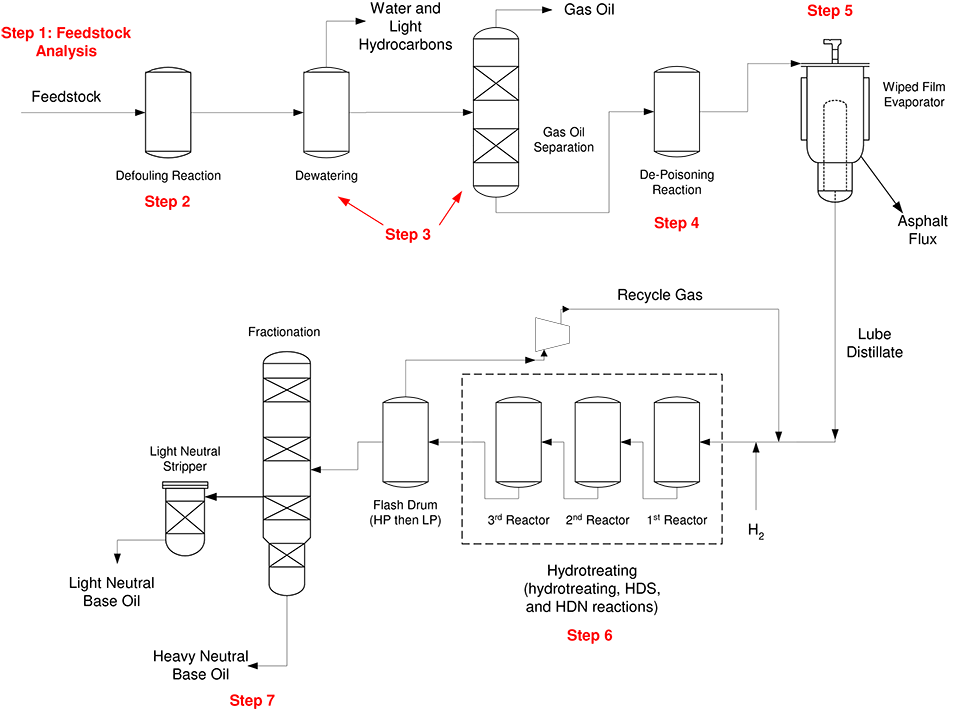
The first step in the process is feedstock analysis and selection. Regulatory requirements in the USA prohibit the processing of used oil with excessively high levels of Polychlorinated Biphenyls or Chlorides. Process considerations require evaluation of feedstock to ensure that it is suitable for re-refining. Each load of used oil is tested before being accepted by the re-refinery.
The second step of the process is chemical treatment to reduce fouling in the process equipment. Used oil is difficult to process. The presence of additives and contaminants makes it very difficult to employ conventional petroleum processing techniques without accelerated fouling and coking in process vessels and heat exchangers. We have developed technology to address these problems and we achieve good run length with our equipment before it must be cleaned due to fouling and coking. As additives packages and lube oil properties have evolved over the years we have adjusted our processing techniques to maintain good performance.
The third step in the process is to remove water and light hydrocarbons such as fuel that has been picked up by the used oil. In some cases it is possible to use the light hydrocarbon by-products as plant fuel. This is determined by local environmental regulations. If local regulations do not permit the use of these by-products as plant fuel they can be sold as fuel.
The fourth step of the process is removal of catalyst poisons before the hydrotreating step. Some additives and contaminants in used oil are detrimental to the hydrotreating catalyst. Rapid deactivation of the hydrotreating catalyst occurs when these poisons are present. Extensive research and analysis was conducted by our company to identify the compounds that contribute to catalyst deactivation. Proprietary technology was then developed to remove the catalyst poisons and extend catalyst life.
The fifth step of the process is to separate the base oil from the additives and high boiling hydrocarbons. A wiped film evaporator operating under vacuum is used to achieve this separation. The vacuum allows separation at temperatures below oil cracking temperatures. The lower temperatures and short residence time in the wiped film evaporator minimize coking that occurs in other types of distillation equipment.
The sixth step is hydrotreating. Three hydrotreating reactors are used in series to reduce sulfur to less than 300 ppm and increase saturates to over 90%, meeting the key specifications for API Group II base oil. The use of CEP-HRX™ catalyst (and if necessary pilot testing) ensures the most successful hydrotreating process.
The final step is vacuum distillation to separate the hydrotreated base oil into multiple viscosity cuts in the fractionator.